The Promise of Advancing Biomanufacturing Innovation
By Glenn Farris & Dr. Greg Potter LEC Partners
On September 12, 2022, President Joe Biden issued an Executive Order to Advance Biotechnology and Biomanufacturing Innovation to support solutions in health, climate change, energy, food security, agriculture, supply chain resilience, and national and economic security. This declaration could not come too soon as rapid population growth and climatic instability in particular pose major existential threats to overall health and well-being in the United States and globally. Fortunately, substantial biotechnological innovation is already underway developing new manufacturing paradigms for commodity materials and other products that typically have a strong reliance on petrochemical inputs and/or high associated carbon footprints. These bioprocessing solutions can utilize microbial fermentations to make bioplastics and recombinant animal proteins, and cell culture systems to manufacture cell-based meat, to name a few. Yet, despite the promise of these new biomanufacturing processes, there are several key challenge areas impacting scalability and cost-effective production.
Challenge Areas in Biomanufacturing Process Development
In the case of microbial fermentations, it is typically important to maximize the growth rate of the organism and yield of biomass from the substrate and to ensure the strain readily takes up the gene construct of interest (when relevant). Development work should also determine that the metabolite/protein is produced without markedly impacting the growth functions of the strain, and that recombinant proteins exhibit the desired bioactivity compared to the native form. Another impediment to advancing microbial fermentations for biomanufacturing purposes centers on fermentation capacity. Until lately many American companies have been forced to secure contract manufacturing capacity in Mexico, Europe, India or elsewhere; however, efforts are now in place to develop the domestic infrastructure needed.

Microbial fermentations have been industrialized at large production volumes for decades, but animal cell culture is not presently practiced in stirred tank vessels greater than 20,000 L. Therefore, with cultivated meat biomanufacturing processes, a major challenge area is designing and constructing purpose-built, commercial-scale bioreactors with nominal capacities of 100,000 L (or more). At these volumes, animal cells will be subjected to shear stress, hydrostatic pressure, and nutrient concentration gradients, so bioreactor design prototyping should be an ongoing process. Construction of new industrial-sized cell-based meat manufacturing facilities (e.g. 200,000 sq ft.) is underway, but with no operations data for such a facility, bioprocess optimization and cost mitigation will also be needed for years to come.

Categorized Analysis of Media Constituents for Core Bioprocessing Paradigms
Whether a microbial fermentation or cell culture system is the focus, creating cost-effective growth media recipes is a challenging area across the board. Efforts to incorporate economical media components can start by examining the core constituents of exemplar formulations for microbial fermentation and cell culture systems. A coarse categorization of growth media components and cells associated with biomanufacturing processes for bioplastics (Curpriavidus necator), recombinant proteins (E. coli, S. cerevisiae, T. reesei) and cell-based meat (QM7 cell line) is provided herein (Table 1). In this analysis recipes for both defined and complex media formulations have been surveyed, as well as auto-induced and inducible systems for recombinant protein production. While a fermentation and bioprocessing expert is apt to decipher the constituents that make up the growth media, close collaboration with a feedstock specialist can help navigate primary considerations that biomanufacturing scientists do not necessarily know.
Table 1. Categorized analysis of media constituents for core bioprocessing paradigms
| Products | Bioplastics | Recombinant proteins | Cell-based meat | ||
| Species and cell line | |||||
| Media ingredients | C. necator | E. coli | S. cerevisiae | T. reesei | QM7 cell line |
| Carbon source 1 | Glucose | Glucose | Raffinose | Lactose | Glucose |
| Carbon source 2 | Canola Oil | Lactose | Galactose | Spent grain | – |
| Carbon source 3 | Potato Starch | Glycerol | – | Cellulose | – |
| Carbon source 4 | Straw | Arabinose | – | Cellobiose | – |
| Carbon source 5 | Broken rice | – | – | Sorbose | – |
| Nitrogen source 1 | Urea | Ammonium chloride | Bacto-yeast supplement | Ammonium sulfate | – |
| Nitrogen source 2 | Ammonium sulfate | – | |||
| Metals from inorganic salts | Na, K, Mg, Ca | Na, K, Mg | – | K, Mg, Ca, Na | K, Mg, K, Na |
| Trace elements | Fe, Mn, Zn, Cu | Yes | – | Co, Fe, Zn, Mn | Fe |
| Amino acids | – | Yes | Yes | – | Yes |
| Vitamins | – | – | – | – | Yes |
| Yeast extract | – | Optional | Yes | Optional | – |
| Peptone | – | Optional | Yes | – | – |
| Nucleotides | – | – | Yes | – | Yes |
| Animal serum | – | – | – | – | Yes |
A Primer on Industrial-grade Feedstocks
One of the major challenges for companies producing products in the bioeconomy is finding a source of economical feedstock. These feedstocks are the lifeblood of any project that converts materials into all types of products. The feedstocks are materials like a municipal solid waste (MSW), agricultural residues and purpose-grown crops. They are found in every community imaginable. In fact, every person is part of the MSW supply chain because they produce a stream of MSW every day. They are also abundant with billions of tons of these materials available annually, just in North America.
While everyone knows what MSW is, how it is collected and where it goes, i.e., a landfill, agricultural residues and purpose-grown crops are less well understood. Ag residues are things like corn stover, wheat straw, soybean, and rice straw. Purpose-grown crops are plants like energy cane, miscanthus, and switchgrass that are cultivated specifically for a purpose like renewable energy or bioplastic production. The harvesting, collection, and transportation of hundreds of thousands of tons of these materials require specialized equipment and a supply chain that isn’t widely available or understood.
The Supply Chain for Ag Residues and Purpose Grown Crops
There are two state-of-the-art systems in use today for the harvesting, collection and delivery of ag residues. They are known as the “Multi-Pass” and the “Single Pass” systems. For purpose-grown crops such as miscanthus or switch grass there is only a Multi-Pass System consisting of two passes through a field. As a general rule, the single pass system will provide the lowest ash levels in the feedstock collected. This is because the material never touches the ground; however, as mentioned above, this system is not available for all feedstocks. Different materials will be harvested with significantly different moisture contents. Some materials are harvested after the plants have dried in the field, while others are harvested at much higher moisture content. But experienced baling crews can manage moisture and ash quite well.
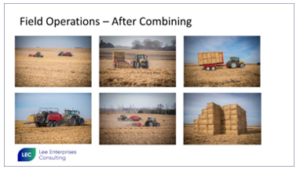
The slides above are depicting the Multi-Pass System. Combining (the harvesting of the grain) occurs in both the Multi-Pass and Single Pass Systems. After combining the grain, a shredder cuts and piles the straw or stover into rows, called windrows, for drying and collection. The windrow enables the baling of the material. Next, a tractor pulls a baler over the windrow where the baler picks up the material and forms the large square or round bale. Then a bale collector, in this case, tractor-pulled, collects and field stacks the bales.
In the Single Pass System, the combine and baler are linked together thereby eliminating the shredding and the need for a tractor to follow the shredder pulled by a tractor. This makes for a much more efficient and economical system. The overall cost of the single-pass system is some 30-35% less than the cost of the multi-pass system. This also makes for the highest quality feedstock because it has been harvested and baled without ever having touched the ground. This is currently being used in harvesting wheat straw in the Pacific Northwest as shown in the picture below.

There is a hybrid methodology of these two systems: the Two Pass System. This is where the combine spreader is turned off and the straw is then forming a windrow (picture below) as it comes out of the chute.

This can then be baled by a tractor pulling a baler. However, there should be a chopping header used to make sure the material is conditioned enough for proper baling. However, this method is not as popular as the two systems described above. The primary reason is that all the residue ends up in the windrow and there is therefore not an easy way to control the amount of residue taken, creating potential sustainability problems. There has been some R&D work done in the creation of a variable rate head that could solve this problem.
The picture below is the Multi-Pass System for the harvest of purpose-grown crops, in this case, miscanthus. It has a self-propelled windrower for the harvest and windrowing of the material. The balance of the system is the same as with the Multi-Pass System harvesting ag residues. In the picture, the collection, and stacking are being done with the highly efficient Stinger, a self-propelled machine.

Key Considerations for Feedstock Selection in Large-Scale Bioeconomy Projects
Here is a good point to consider other important factors when making decisions about the supply chain for a project. Many of the projects under development and or in the planning process require 350,000 tons of feedstock. These resources are readily available in many areas of the country. However, there is no infrastructure or commodities market that supports the supply chain for these materials. While the harvest, collection and storing of these materials are well understood, these are not activities that take place on a large-scale basis. There are companies and individuals that work in these areas and supply these materials but many if not all of them are already working at near maximum capacity.
A supply chain that supplies 350,000 tons of material requires the purchase of anywhere from $10-12MM worth of equipment to over $50MM. These numbers are dependent on which system is employed. One might ask “why wouldn’t you just pick the lowest-cost system”, but there are many things to consider when making this decision. Just a few of the questions to be considered are:
- What is the material being harvested?
- How long is the harvest window?
- What is its moisture content?
Navigating the Road Ahead
The promise of bioplastics, food-grade recombinant proteins and cell-based meat offsetting externalities that contribute to climate change and ensuring food security can only be realized through cost-effective, large-scale production. Bioprocess scientists working at the bench and pilot scales use quantities of feedstocks orders of magnitude smaller than the 350,000 tons common in bioeconomy projects. Many times, the materials they are using also might not represent the real-world availability of a large-scale supply chain. Core quality differentiators between feedstock streams such as ash contamination and moisture levels, as well as comparative price and ease of access, may also be unknown. Realizing the potential of these novel manufacturing systems will, without question, require multidisciplinary collaborations between bioprocessing scientists, feedstock specialists and more.
About the Authors:
Glenn Farris is a Managing Director at LEC Partners. He was named one of the 5 most influential people in renewable energy in North America by European Institutional Investors Services and has spent over 25 years in project development as well as developing, advising, and commercializing new technology in the biomass energy field throughout the United States and Caribbean Basin. Glenn oversees projects involving Biomass Power, Financing & Permitting, Cellulosic Biomass, Financial Modeling, Agricultural Waste, Project Management & Risk Assessment.
Dr. Greg Potter is a Project Director at LEC Partners, overseeing matters involving Cell-Based Meat, Alternative Proteins, Fermentation (Beverage, Microbial), Bioprocessing, Lipid Analysis. With a Ph.D. in Food Science and Technology and a BSc in Microbiology and Immunology, Greg is a capable bioprocess and fermentation scientist, analytical chemist, and microbiologist.


Have some questions?
Not sure where to start?
Let's start a conversation. We're here to help you navigate
the bioeconomy with confidence.